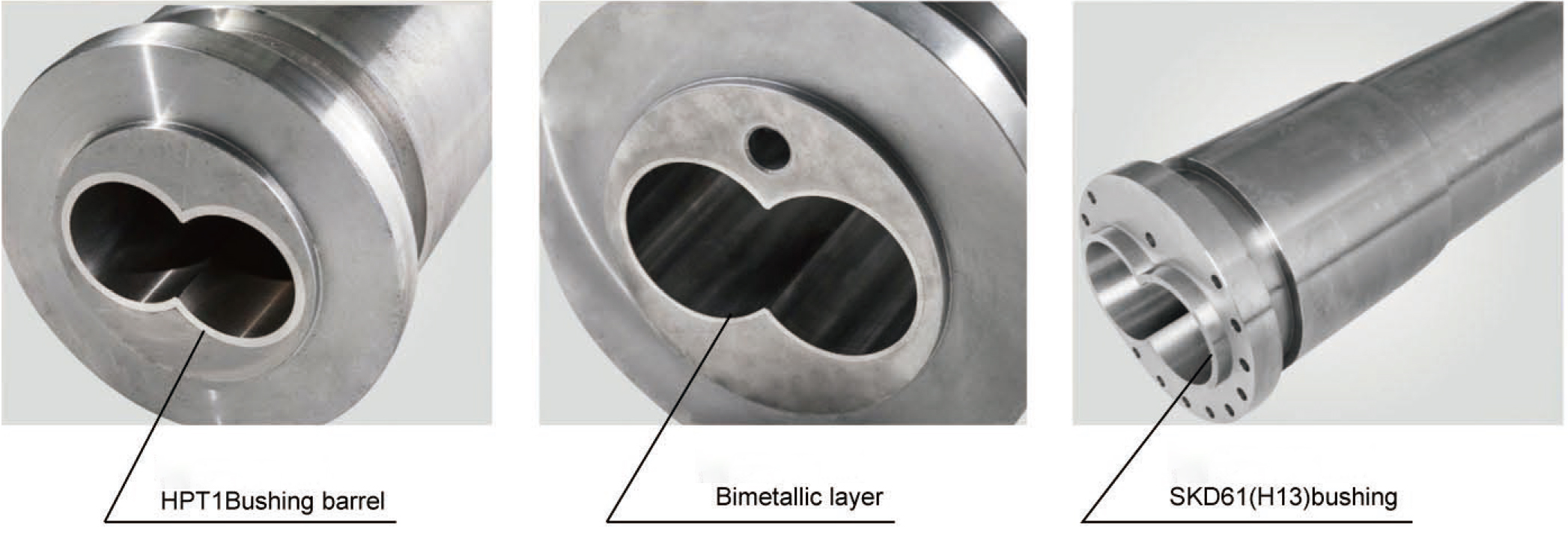
Коничен двоен винтов варел за SPC под
| Модели | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1. Твърдост след закаляване и отвръщане: HB280-320.
2. Азотирана твърдост: HV920-1000.
3. Дълбочина на азотираната кутия: 0,50-0,80 мм.
4. Азотирана чупливост: по-малко от степен 2.
5. Грапавост на повърхността: Ra 0,4.
6. Правина на винта: 0,015 мм.
7. Твърдост на повърхностното хромиране след азотиране: ≥900HV.
8.Дълбочина на хромиране: 0,025~0,10 mm.
9. Твърдост на сплавта: HRC50-65.
10.Дълбочина на сплавта: 0,8~2,0 мм.

Приложението на винтовия цилиндър в областта на SPC подовите настилки има няколко аспекта: Смесване на материали: Винтовият цилиндър е един от важните инструменти за производство на материалите, необходими за SPC подови настилки.Той смесва PVC материал с други добавки (като пластификатори, стабилизатори и т.н.), за да образува композитния материал, необходим за SPC настилка.Пластификация: Винтовата цев използва висока температура и механична сила за пластифициране на PVC материала.
Чрез въртящия се винт PVC материалът се нагрява и разбърква вътре в цевта, за да омекне и стане пластичен за последващо формоване.Изтласкване: След процеса на пластифициране, цевта на винта избутва пластифицирания материал от цевта чрез регулиране на скоростта на въртене и налягането.Чрез оборудване като плесени и притискащи ролки, материалът се формира във формата на подовите панели на SPC.Накратко, приложението на винтовия варел в областта на SPC подовите настилки се фокусира главно върху смесване на материали, пластифициране и изтласкване.Това е ключов инструмент при производството на SPC подове, като гарантира, че подовият материал има необходимата производителност и качество.